Articles
The turquoise route: Methane pyrolysis to produce hydrogen
Special Focus: Advances in H2 Production
MPS. NAIR, Center for Green Technology & Management, Cochin, India
For more than half a century, steam methane reforming (SMR) ruled the ammonia (NH3) and hydrogen (H2) industries. Every decade since, commercial viability witnessed tremendous innovation leading to large capacity plants, new generation catalysts and equipment, operation’s reliability, energy and material efficiency, safety and environmental targets and process economics. Anthropogenic emissions due to the use of fossil fuels and feedstocks significantly contributes to global warming. Therefore, many nations around the world are investing in ways to reduce greenhouse gas (GHG) emissions and foster sustainable low-carbon economies.
H2 is slated to play a significant role in the transition from carbonaceous fuels to clean energy resources without carbon dioxide (CO2) emissions. H2 is abundantly available in nature, but it is in the combined form requiring high order energy transactions for its liberation to the free molecular form. Therefore, most manufacturing processes involving H2, NH3, methanol, power and chemicals use fossil fuels for its separation and downstream uses, which invariably results in CO2 emissions. Around 90% of the H2 produced today is through SMR, autothermal reforming (ATR) or gasification processes, using methane (CH4), naphtha, fuel oil, petroleum coke or coal.1 Each of these originates from fossils and releases around 9 tons (t)–10 t of CO2/t of H2.
Water electrolysis using grid electricity has been around for decades and was used in the industry to produce H2 during the 1960s. Today, if electricity generated from renewable sources is used to split water (electrolysis) and produce H2, the product would not emit CO2, thus producing green H2. Green H2 can serve as green fuel in fuel cells and internal combustion engines (ICEs). The biggest challenges for green H2 to take over as a viable alternative to fossil fuels and feedstocks are the processes’ technological maturity, economic viability and the scale of operations considerations. Research and developments in these areas are progressing rapidly, such that commercialization of different versions of the electrolytic process and its economy of scale operations in large capacity plants are expected within the next 5 yr. Abundant generation of renewable electricity (e.g., wind, solar, geothermal, biomass) will also be accessible. During the transition period, fossil fuel-based processes will continue with added provisions for capturing CO2, using it for chemical synthesis, its sequestration and storage so that the emissions will not result in global warming. Additional facilities must be built with added investments for the treatment.
Critical challenges in the progression of green H2 technologies include the development of cost-effective and efficient electrolyzers and building the necessary infrastructure for handling, storing and dispensing H2. The Green Hydrogen Catapult (GHC)—a global initiative organized with the support of the UN High Level Champions for Global Climate Action and a coalition of industry leaders in developing the clean fuel—is committed to commissioning electrolyzers from 25 gigawatts (GW)–45 GW by 2027. The coalition claims that this effort will help keep the cost of green H2 production below $2/kilogram (kg) of green H2, which will allow the clean fuel to be cost effective in the short term.
CH4 pyrolysis technologies. Water electrolysis technology developers are also exploring other options for green H2 generation. Prominent among them is the pyrolysis of CH4 to H2 and solid carbon, which emits no CO2 emissions in the process. It is an endothermic equilibrium reaction, so high temperatures shift the equilibrium toward H2 production. Therefore, higher temperatures lead to better CH4 conversions and H2 yields.
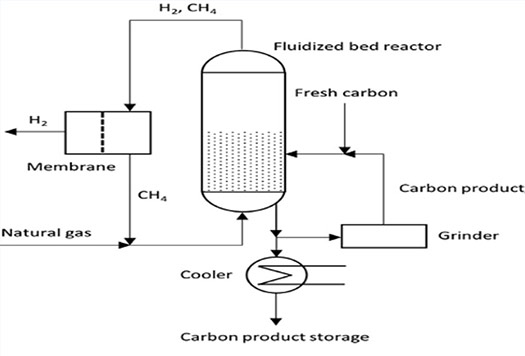
The advantages of this process are that it is an alternate route to green H2 from readily available natural gas without CO2 emissions, and it requires no oxidizer or carbon capture and sequestration (CCS). Disadvantages include technology reliability and attaining economy of scale operations. The major challenges involved in this process are the H2 production costs, the reactor’s energy efficiency and carbon disposal. In the interim, capital expenditures (CAPEX) will be higher, but H2 production costs are likely to be lower than SMR with CCS or water electrolysis. As the technology readiness is proven in large plants and the economy of scale operations are achieved, CH4 pyrolysis will have an edge over other competing technologies. Significant research is ongoing, but its commercialization may take some time (FIG. 1).
Pyrolytic decomposition can be affected in three ways: thermal, plasma and catalytic. The H2 produced is termed as turquoise, meaning the color between blue and green.
Thermal pyrolysis. Pyrolysis of CH4 in the absence of oxygen yields carbon (solid) and H2 (gas) as per reaction given below (Eq. 1):
CH4 (gas) → C (solid) + 2H2 (gas) Δ H -76 KJ/mole
This is a highly endothermic reaction, requiring external heating and an equilibrium reaction, which starts to produce carbon and H2 around 300°C and finishes around 1,300°C. It is like the reduction of iron oxide (ore) to metallic iron by CH4.
Three types of designs of the indirectly heated pyrolysis reactor are being developed over which CH4 splitting takes place: fluidized bed, moving carbon bed or molten metal/salt type. The Australian Hazer Group has developed a fluidized bed type of externally heated reactor which uses iron oxide granules to catalyze the reaction operating at around 900°C and near atmospheric pressure. The company built a $16-MM pilot plant in Western Australia and are planning a commercial demonstration unit, producing 100 million tons per year (MMtpy) of H2 and a 380 MMtpy graphite capacity.
The BASF design of the pyrolytic reactor is a vertical moving carbon bed type in which electrodes are used to heat the carbon bed to 1,000°C–1,400°C under near atmospheric pressure.1 External heating is done to sustain the endothermic pyrolysis reaction with renewable electricity.
The TNO/C-Zero, a joint research project between TNO (a Netherlands-based independent research organization) and C-Zero (a hard technology startup in Santa Barbara, California), reactor design uses molten metal alloy/salt to facilitate the carbon and H2 bond in CH4 split and frees up both elements. Here, the gaseous CH4 is fed to the bottom of a high-temperature reactor filled with a molten metal as lead (Pb) or a molten metal alloy of nickel and bismuth (Ni/Bi 27:73) heated to 1,300°C. The molten metal promotes the formation of solid carbon and gaseous H2. The molten salt mixture of manganese and potassium chlorides (67:33) is also found to catalyze the reaction. The carbon formed rises through the molten medium and floats at the top from where it is skimmed off and transferred to a carbon tank. A one-third mole of the H2 produced is used to heat the reactor and maintain its temperature while the rest is cooled and stored.
In the Karlsruhe Institute of Technology (KIT), Germany developed another process using a liquid-metal bubble column reactor. The column is filled with liquid metal that is heated up to 1,000°C. Fine CH4 bubbles enter the column through a porous filling at the bottom. These bubbles rise to the surface, and, at such high temperatures, the ascending CH4 bubbles are increasingly decomposed into H2 and carbon.
Catalytic pyrolysis. For the thermal CH4 decomposition, a temperature of 1,300°C is required. Metals like Ni, iron, copper and cobalt are found to have demonstrated catalytic activity for CH4 decomposition at lower temperatures, around 500°C–800°C. The reaction is carried out in nanostructures like nanotubes, nanofibers or graphene. A main limitation of metal catalysts is its fast deactivation and the difficulty in separating them from the carbon produced. To overcome these limitations, carbonaceous catalysts in the form of amorphous high-surface area carbons that are active in the range of 800°C–900°C are considered. These carbon catalysts are subject to deactivation, as well, but may last longer than metal catalysts. Strategies for solving this issue such as continuous regeneration of catalytically active carbons from catalytically inactive carbons are an active area of research being undertaken now.
Plasma pyrolysis. The plasma-driven CH4 thermal decomposition in the gas phase, yielding H2 and solid carbon, is another environmentally friendly alternative to conventional H2 production methods from natural gas. In this process, plasma torches are used to crack the CH4 molecule into H2 and solid carbon powder. It is like water electrolysis, but the same scale of H2 production uses only one-fifth of electricity than electrolysis, making the operational costs more than 50% cheaper than electrolysis. The plasma reactor is a tubular one to which CH4 feed is introduced. Part of the length of the reactor tube lies in a horizontal rectangular waveguide through which microwave power is supplied to excite the CH4 to the plasma state. H2 produced through CH4 decomposition is accompanied by a combination of cracking, oligomerization and aromatization reactions, which tend to minimize the formation of elemental carbon. Research is underway to limit the side reactions to attain a better carbon and H2 yield. Plasma pyrolysis is more expensive because of its higher power intensity. The thermal and catalytic pyrolysis methods use cheap natural gas for heating and, therefore, are low-cost options.
Industry outlook. bp’s Statistical Review of World Energy 2022 revealed that natural gas accounted for 24% market share in the global primary energy consumption in 2022 and was growing at around 5.3%/yr.2 Natural gas production in 2021 was 4,037 billion cubic meters (Bm3) of which 1,022 Bm3 is traded globally. Biogas produced from biomass is another input for producing renewable energy and reduces GHG emissions. Biomass is subjected to anaerobic degradation using microbes to yield biogas. The CH4 separated out of biogas is called biomethane and is abundantly available from municipal waste treatment sites and the disposal of agricultural biomass. These can be used as a sustainable feedstock for CH4 pyrolysis. CH4 pyrolysis is not a sustainable process because it results in the depletion of natural gas reserves. However, it can become an interim solution until green H2 production becomes mature enough in scale and costs.3,4
Catalyzed pyrolysis uses only non-toxic metals, and therefore, the disposal of spent catalysts is not a problem. Moreover, the ongoing innovation and research about the thermodynamics and pyrolysis reaction kinetics may open new avenues for more active catalysts. Co-product carbon may find use in the industry for the manufacture of various products (e.g., carbon black, fibers and nanotubes) for soil amendment—where there is carbon depletion due to intensive cropping—and for pollution control applications and environmental remediation. The carbon-free H2 processes are evaluated in terms of investment, energy efficiency, cost of production and carbon footprint. In the near-term, CH4 pyrolysis gas has a competitive edge over others.
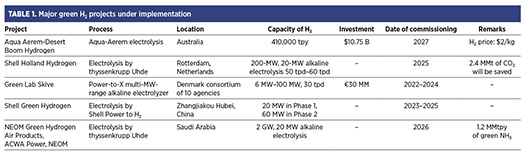
According to the International Energy Agency (IEA), green H2 capacity through water electrolysis doubled in 2020 compared to the previous year, taking low-carbon H2 production to 300 kilotons.5 A similar increase was achieved in blue H2 production via SMR and CCS. The current pace of the green H2 market expansion is much lower than what is required for meeting net-zero goals by 2050. In 2023, the majority of investments for green H2 production was from the oil and gas, refining and chemicals (fertilizer, methanol and petrochemicals) industries. Sectors like steel and cement have not caught up with the new paradigm. While all technologies available to produce green H2 are getting optimized through research and innovation, it is expected that by 2025 major sectors should witness an accelerated shift toward green H2 (TABLE 1).
Economics. Although the CAPEX for CH4 pyrolysis is high, operational expenditures (OPEX) are certainly lower and additional revenue comes from the sale of elemental carbon produced in the process.6,7 While the disposal of oxygen poses a challenge to water electrolysis, added costs incurred toward building CCS infrastructure is a disadvantage for SMR.
The cost of green H2 production varies because each of the processes use different designs, technologies, feedstocks and utilities. Therefore, a levelized cost is generated to compare competitiveness. The economics of various H2 production processes without GHG emissions is also better understood through the levelized cost of H2 (LCOH). It considers the costs to produce 1 kg of green H2, considering its CAPEX and OPEX components. The CAPEX for blue H2 includes the complete SMR/ATR unit with all drives and associated CCS facility; for green H2 this includes an electrolyzer. This does not include storage and transportation costs.
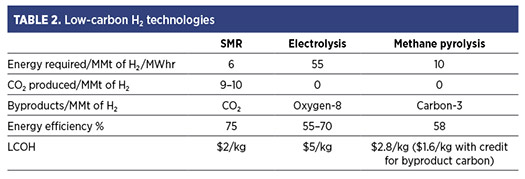
Various researchers, technology providers and process operators have studied the economics of blue, green and turquoise H2 production (TABLE 2). For SMR with CCS, the average LCOH is $2–$3, for electrolysis, it is $5–$6 and for CH4 pyrolysis, it is around $2.80–$3. If credit is given to the carbon byproduct, the latter comes down to $1.80. These figures are based on an average gas price of $9/million British thermal units (MMbtu) and renewable power at $45/megawatt hour (MWhr).
The levelized cost of blue H2 is likely to reduce with the fall in oil and gas prices and increase in the availability of independent CCS facilities. Similarly, the LCOH of green H2 is expected to fall by 2030 due to reductions in the cost of renewable power, increases in the efficiency of electrolyzers and reductions in its costs. A full-scale offtake of carbon black produced in the pyrolysis process will invariably reduce the cost of turquoise H2.
More work must be done on reactor designs, modularization, catalysts development and process control in perfecting the technology of CH4 pyrolysis. Once these barriers are overcome, it becomes a CO2-free technology and a promising alternative that can serve as an interim option toward the production of green H2.8,9 The ongoing technological research and innovation and achieving economies of scale in operation of the processes will likely contribute to the decline in H2 prices.H2T
LITERATURE CITED
1 BASF, “Comparison of different processes to produce hydrogen: Innovative processes for climate-smart chemistry,” 2023, online: https://report.basf.com/2021/en/shareholders/ basf-on-the-capital-market/methanepyrolysis.html
2 bp, “Statistical review of world energy,” 2023, online: https:// www.bp.com/content/dam/bp/business-sites/en/global/corporate/pdfs/energy-economics/ statistical-review/bp-stats-review-2022-fullreport.pdf
3 Climate Champions, “Green hydrogen catapult: World’s green hydrogen leaders unite to drive 50-fold scale-up in six years,” 2020, online: https://racetozero.unfccc.int/green-hydrogen-catapult/
4 Ekona, “Rapid-to-deploy clean hydrogen production, driven by combustion,” 2023, online: https://ekonapower.com/technology/
5 IEA, “Electrolysers,” 2023, online: https://www.iea.org/energy-system/lowemission-fuels/electrolysers
6 Monolith Hydrogen, “The Monolith process,” 2023, https://hydrogen.monolith-corp.com/methane-pyrolysis
7 U.S. Department of Energy, “Methane pyrolysis for hydrogen—Opportunities and challenges,” 2021, online:
https://www.energy.gov/sites/default/files/2021-09/h2-shot-summit-panel2-methane-pyrolysis.pdf
8 OGCI, “Aiming for zero methane emissions initiative,” 2022, online: https://aimingforzero.ogci.com/
9 ACS Publications, et.al., N. Sanchez-Bastardo, R. Schlogl, H. Ruland, “Methane pyrolysis for zero-emission hydrogen production: A potential bridge technology from fossil fuels to a renewable and sustainable hydrogen economy,” 2021, Ind. Eng. Chem. Res. 2021, Vol. 50, 32, pp. 11855-11881
Related Articles
Connect with H2Tech
